


Plastic enclosures have many benefits: many suppliers serve the market with a great number of standard products available in different styles and sizes at economical prices, reducing time to market for new projects.
Products are readily available from the manufacturers themselves and from both broad-line and specialised distributors. The units are lightweight; complex shapes and features are easily incorporated into the design and they are easily modified to accept displays, switches, connectors and other hardware.
EMC
However, moulded enclosures have one specific shortcoming: by virtue of the intrinsic properties of the material itself, plastic, unlike metal, offers no inherent attenuation to the passage of electric or magnetic fields. In many applications, this deficiency is of no consequence, but if radiation emitted by the housed electronics or their susceptibility to external fields is a potential problem, the lack of screening could be an issue.
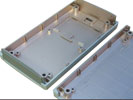
Enclosure manufacturers have addressed this issue, typically by adding conductive coatings to the inside of the enclosures, although there are some products on the market that are moulded from a conductive plastic. Whichever approach is used (the coating method is by far the most popular) the design of the mouldings can have a significant impact on the screening effectiveness of the conductive coating.
The majority of plastic enclosures are constructed from a top and base moulding; in some designs there may be battery compartments and removable end panels as well. One of the key requirements for effective screening is that the internal surface of the enclosure should be as continuous as possible to ensure electrical conductivity between all its parts. In particular, long slots should be avoided as these may act as a waveguide and increase the emissions or susceptibility.
To prevent slots between the mating halves of a typical enclosure, a tongue and groove structure forms an effective complex path, improving the attenuation performance. Obviously, the higher the frequency, the lower the wavelength, so even very small gaps can have a detrimental effect on EMC performance. If there are removable end panels, they need to be secured into an interference fit slot or, if they are secured using fixings, a conductive gasket should be fitted to the mating surface.
The rear face of plastic panels will have to be conductively coated or, if aluminium panels are used, the front surface will normally be anodised and the rear left with a natural finish or iridised, a RoHS-compliant conductive finish.
The best methods of providing suitable continuity in enclosures with dedicated battery compartments will depend on the design. If the battery box is constructed with solid partitions between it and the main internal space of the enclosure, the only precautions that need to be taken are to ensure that the hole for the wires into the enclosure is as small as possible. If the battery is just clipped into mouldings in the enclosure without a partition, then the lid of the battery box will form part of the overall screening and will be a potential weak spot in the screening as there will typically only be a flat surface interface with the body of the enclosure itself.
Suppliers of conductive coatings have developed several different main materials for spraying the inside of enclosures to achieve different levels of attenuation versus cost. Vero Technologies has worked closely with its supplier partners, RF Solutions and Polymer Coatings, to offer three alternative coatings that will suit more than 95% of possible applications; for highly specialised uses, other coatings are available.
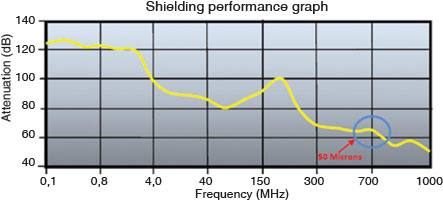
Nickel coating
Meeting general commercial level requirements, a nickel-based colloid offers acceptable attenuation at a competitive cost with a 50-micron thick film. The material is COSHH, RoHS and REACH compliant and provides attenuation of 60 to 65 dB at 50 microns when tested to ASTM ES7-83, a standard test method for measuring the electromagnetic shielding effectiveness of planar materials. After temperature ageing of seven days at 29,4°C at 95% RH there was no degradation of properties after the environmental testing.

Copper coating
For more severe requirements, a copper colloid, formulated with silver-coated copper particles and conductive resins, provides a conductive layer. It provides an effective shield against RFI and EMI and can act as a ground plane to protect against electrostatic discharge (ESD).
As can be seen in Figure 1, high-frequency performance is much better than that of nickel; inevitably, given the relative costs of the base materials, the higher attenuation costs more.
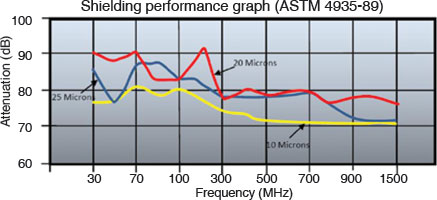
While not shown on the graph, the material has been tested up to 10 GHz to military standard MIL STD 285, typically providing 78 dB at 10 GHz. The material is COSHH, RoHS and REACH compliant. After temperature ageing for seven days at 85°C at 85% RH and 10 cycles of temperature cycling of 75°C for 1 hour, ambient for one hour and -30°C for one hour, and 56 days of high-humidity testing at 35°C and 95% RH for 56 days, there was no degradation of the attenuation properties.
Striking the optimum balance between cost and performance, the copper colloid is Vero Technologies’ default coating material, although higher or lower performance coatings can be specified as required.
Silver coating
The highest attenuation is achieved using a silver colloid, formed of silver flakes and conductive resins. It provides an effective shield against RFI and EMI and can act as a ground plane to protect against electrostatic discharge (ESD).
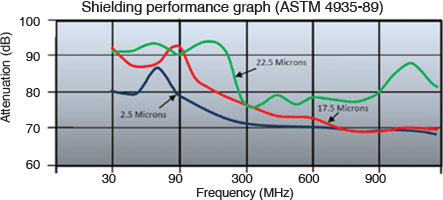
The material is COSHH, RoHS and REACH compliant. After temperature ageing for days at 85°C at 85% RH and 10 cycles of temperature cycling of 75°C for 1 hr, ambient for one hour and -30°C for one hour, and 56 days of high humidity testing at 35°C and 95% RH for 56 days, there was no degradation of the attenuation properties.
Clear coating
Many applications require a display to be incorporated into the enclosure, normally viewed through a transparent window. Two main alternatives are available to preserve the integrity of the internal conductive coating when a window is required.
A fine wire mesh will provide electrical continuity at the expense of some clarity. The better option, originally developed for use on military helicopters, is a clear conductive coating that provides the required electrical conductivity without obscuring the display. Vero Technologies can apply the clear coating to any window material as required by the needs of the project.
ESD protection
Electrostatic discharge is a possible problem that can be minimised by the application of graphite- or carbon-based high conductivity coatings. ESD events can occur without a visible or audible spark at low voltages around 10 V – sufficient to damage sensitive electronic components, causing outright failure or reduced long-term reliability and performance reductions.
External coatings
Several different types of coating can be applied for specific applications. Whilst they are obviously mutually exclusive, for medical use anti-bacteriological coatings inhibit the growth of e-coli and MRSA and other bacteria. Fire retardant, low-smoke coatings can be applied for aerospace applications; protective coatings that resist harmful substances found in petrochemical, pharmaceutical and similar industries are available; low-friction coatings reduce surface wear; and high-visibility fluorescent, luminescent and iridescent coatings have benefits in safety-critical applications.
Conclusions
Moulded enclosures are a popular choice of housing. Available in sizes from key fobs, through handheld units up to desktop instrument housings, they provide style and functionality at low cost. With the addition of high-performance coatings to the internal and external surfaces of the units, they also provide enhanced protection against damage to the housed electronics from a wide range of external threats.
For more information contact Edwin Brown, Vepac Electronics, +27 (0)11 453 1910, [email protected], www.vepac.co.za
| Tel: | +27 11 454 8053 |
| Email: | [email protected] |
| www: | www.vepac.co.za |
| Articles: | More information and articles about Vepac Electronics |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version