


The Internet of Things (IoT) is changing the way industries handle procurement, processing, distribution of materials, and their final products. The introduction of intelligent sensors, mission-critical communications, and automation into the manufacturing environment ushers in a fourth industrial revolution: Industry 4.0.
The first revolution was characterised by water- and steam-powered machines and mechanisation. The second was enabled by mass production innovations. The third industrial revolution was ushered in by computerisation. The fourth revolution is all about optimising business processes through the application of digital technologies and workflows.
Industry 4.0 originates from a strategic initiative by the German government to transform industrial manufacturing through digitalisation and exploitation of new technologies. A factory in the fourth industrial revolution connects essential technologies across the organisation and with strategic partners, driving efficiency and productivity.
The benefits are substantial. Price Waterhouse Coopers (PWC) suggests that “Digital champions expect to achieve significant gains in cost-savings and efficiency from technology implementations, with a 16 percent cost savings in the next five years, versus 10 percent for digital novices”. Digital champions are companies that have already mastered Industry 4.0, while digital novices are companies that have functional silos that are not connected.
This article discusses four aspects of the transformation to Industry 4.0:
• Drivers of Industry 4.0.
• Data analytics make smart factories smart.
• Big data, rich insights.
• Impact of big data analytics on smart factories.
Drivers of Industry 4.0
At least eight different technology drivers are shaping smart factories today towards Industry 4.0:
1. Robotics automation – use of automation, interconnected, and modular productive systems to increase the efficiency and performance of manufacturing equipment and processes.
2. Industrial IoT connectivity – Devices enriched with embedded computing and sensors will enable real-time responses and decision-making.
3. Digital fabrication – Also known as additive manufacturing, refers to technology such as 3D printing to create a prototype or small batches of customised products.
4. Product security – With increasing connectivity and use of standard communication protocols on all machines on the factory floor, there is a need to emphasise data security to protect against malicious attacks in industrial systems and manufacturing lines.
5. Cloud-based – Cloud platforms are enabling more data-driven services. Cloud provides the space and computing power to manage voluminous data as well as provide easy sharing of data, especially in global environments.
6. Intelligent sensors – Create insights from the physical world to fuel analytics that help drive high-value decisions.
7. Augmented reality – Technology, such as computer vision and object recognition help optimise processes and improve customer experiences.
8. Big data analytics – Analytics collected from production, material, storage, and other management systems enables better insights and decision making.
Data analytics make smart factories smarter
The goal of any operation or business is to meet the demand from sales and to increase profit to the shareholders. Your operations team is constantly seeking ways to maximise throughput, minimise downtime, and reduce expenses to manage the factory floor efficiently and increase profit margins. Ongoing inspection of processes is necessary to prevent bottlenecks and streamline operations. The industrial Internet of Things (IIoT) and data analytics enable intelligent data gathering from machines to deliver insights for ongoing improvements.
Through systematic analysis of industrial IoT data, you can understand your system’s operational state and overall performance. When performed continuously, you can identify patterns of behaviour from your machines under varying conditions. This helps you to understand how to optimise machine uptime and efficiency to maximise throughput.
Consider in-circuit test (ICT) testers used in the manufacturing process. Preventive maintenance is usually performed on a regular schedule, regardless of whether the tester has been running at 100 percent or 50 percent of capacity. The hours used to perform preventive maintenance translate to millions of dollars lost in productivity due to loss of production and engineering time, machine downtime, and spare parts costs.
Often critical problems are missed due to insufficient diagnostics. This results in unplanned downtime and costly repairs. However, if factory and production line sensor and operational data are analysed proactively, production issues can be identified before failures occur, and resolved quickly to avoid manufacturing process interruptions.
Big data, rich insights
The ‘big’ in big data is characterised by three primary factors:
• Volume – too much data to handle.
• Velocity – the speed of data churned out makes it difficult to analyse.
• Variety – the range and type of data are unstructured.
Big data is useless without any analytics to convert the information into something meaningful and actionable. Managed correctly and systematically, it can deliver rich insights to the business in real time.
These are the four levels of analytics that enable Industry 4.0 insights, illustrated in Figure 1.
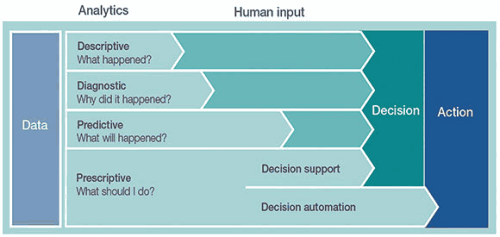
1. Descriptive analytics – What is happening?
Descriptive analysis is the most common and fundamental analysis to get a good picture or understanding of what is happening in a particular area of focus. Examples include understanding the lifecycle of a product through an IoT chipset manufacturing floor, where and when the product was manufactured and by which machine, understanding the performance of a manufacturing line: yield, beat rate, and costs to run. A useful visualisation tool is used to present the data in such a way as to enhance the understanding.
2. Diagnostic analytics – Why did it happen?
Diagnostic analysis is the next step in data analytics. It looks at the available data to determine why something has happened. In problem-solving, the diagnostic analysis identifies the cause of the problem. It is common for analysts to review time series data to create an analytics dashboard for the entire business.
If the performance of an IoT chipset manufacturing line is not doing well, diagnostic analysis of data from multiple machines is employed to decipher why the drop in production occurred. For example, the root cause could be an incorrect machine parameter, a change in the factory environment, or an operator mistake. These causes become evident in a diagnostic analysis.
3. Predictive analytics – What is likely to happen?
Predictive analysis relies on analysis of past trends to predict the future. By analysing past data, algorithms can predict the likelihood of an event happening sometime in the future. For the IoT chipset factory, it is about predicting when a machine might fail and scheduling preventive maintenance before the failure occurs. Another example is determining the optimal production floor temperature for the machines to have the highest uptime.
4. Prescriptive analytics – What should I do about it?
Prescriptive analysis offers the highest value, but is also the most difficult. This model utilises the understanding of what has happened, why it has happened, and a variety of other outcomes from predictive analysis to help determine the next set of actions to take.
In the IoT chipset factory example, prescriptive analytics could work across machine performance data, operator skillset data, and raw material data. These results enable the analyst to recommend actions necessary to improve factory manufacturing operations end to end.
Various levels of analysis bring about different outcomes and values to the business. Based on business needs, an analyst analyses all the complex data available to develop actionable intelligence that the operation team can implement.
Impact of big data analytics on smart factories
In Industry 4.0 the collection and analysis of data supports business growth based on real-time decision making. Success depends on managing the vast amounts of data acquired from all the intelligent sensors, and making sense of all that data.
Here are some examples of how a smart factory can benefit from big data analytics:
1. Flexibility. With the right insights into the business, a smart factory adapts to changes with minimal intervention. An advanced smart factory will enable flexible scheduling, increase factory uptime, and improve yield by minimising changeovers due to schedule or product changes.
2. Speed. Business decisions are carried out quicker based on insights from available data, coupled with the right tools to perform real-time analysis.
3. Efficiency. Applying analytics in process control and optimising business operations delivers capabilities to achieve operational excellence.
4. Quality. A smart factory predicts and detects quality defects through real-time data collection and analytics at each step of the process. It identifies discrete human, machine, and environmental causes. This optimised process leads to better quality products with fewer product defects.
Conclusion
IoT plays a significant role in the digitalisation of factories or businesses, creating the capabilities necessary to achieve the promises of the fourth industrial revolution – Industry 4.0. The ability to gather big data from intelligent sensors, perform the right level of analytics on the real-time data and make the right business decisions based on data are the key factors to delivering a successful smart factory.
Keysight’s Pathwave Analytics is an Industry 4.0 ready solution. It can perform real-time advanced analytics usage process, test, and equipment data collected through intelligent sensors. To learn more about Pathwave Analytics and a full fledge of solutions that can support your Industry 4.0 initiative, visit www.keysight.com/find/IndustrialIoT.
| Tel: | +27 12 678 9200 |
| Email: | [email protected] |
| www: | www.concilium.co.za |
| Articles: | More information and articles about Concilium Technologies |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version