Today’s sophisticated electronics assemblies, with miniaturised components alongside large devices within higher-density designs, require more robust process control than ever before. While there are many protocols for ensuring good process control, one element that is particularly critical is thermal management. Managing the thermal load of an assembly cannot be achieved or documented without thermal profiling, making the science of understanding and analysing the thermal process one of the most important pieces of a solid process control plan.
Successful thermal profiling can be accomplished in one of two ways: profiling the printed circuit board (PCB), or profiling the reflow oven. This article will discuss and compare both methods.
For each technique, two factors are essential: the target profile and a populated PCB sample. The target profile determines the success or failure of the board’s solder joints, as well as the protection of the components. Therefore, accurately developing the target profile and cost-effectively ensuring its repeatability are important.
Secondly, the use of a PCB sample is also necessary for oven profiling. There must be at least one PCB sample assembly to prove that OEM target profiles and required specifications are being met, confirming an in-control process. Once a successful profile is established, it can be duplicated in subsequent product runs, whether through board or oven profiling.
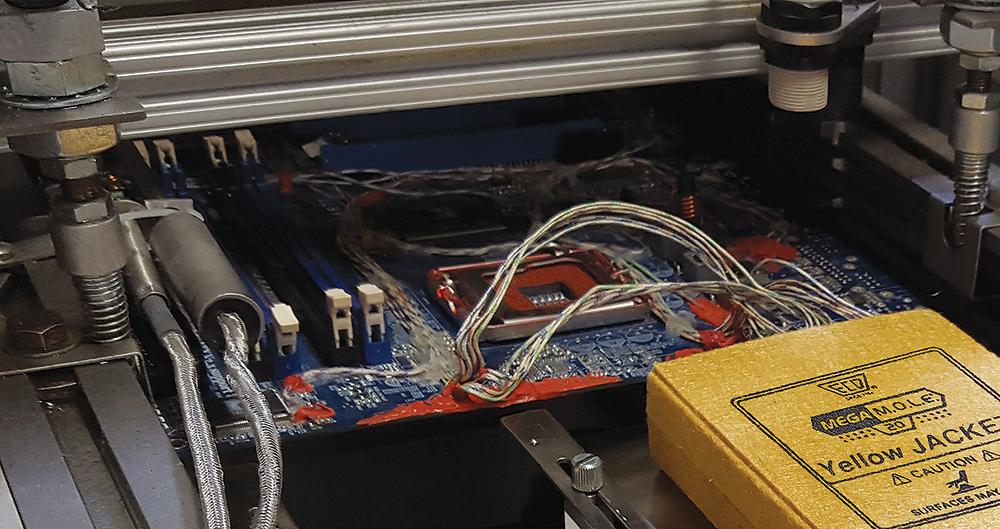
Preparing and running the prototype PCB profiling entails placing thermocouples (TCs) on crucial components and/or solder joints and measuring their thermal performance throughout the board’s journey in the reflow oven to verify that the thermal profile meets the target profile. With mixed technology, large and small components and increasingly complex board designs, it may be necessary to use a shield (or barrier) to protect heat-sensitive components from the heat required to reflow larger thermal mass components (Figure 1). Thermal profiling will provide confirmation of the shielding’s efficiency or lack thereof.
Placement and quantity of TCs is dependent on many factors:
• Two-sided assemblies may dictate two reflow cycles and therefore a greater quantity of thermocouples.
• Boards integrating leaded and lead-free materials/component terminations require multiple TC placements, as each material type has different minimum and maximum thermal limits.
• When very large components are present, they may require two or more TCs to understand and verify target profile conformity.
• Stacked, 3D or system-in-package (SiP) devices also present challenges, as there are many functional elements and they require fast thermal saturation.
• Larger PCB assemblies traversing through wider portions of the oven will require more TCs across the width for the oven to confirm cross-belt thermal profile uniformity.
Perfecting the profile
When a sample assembly run is confirmed to have met the target profile parameters, adjustments can be made to bring any variance to within specified limits, typically in the range of 3-5°C. BGAs and similar devices may be a factor, as the larger thermal mass may require higher temperature zone settings and/or a longer period of time than smaller components to reach the specified temperature.
Profile perfection is achieved through adjustments balanced with the constraints of the components and taking into account the particular oven’s capabilities.
Software’s data collection and analysis robustness play a critical role, as automatic adjustments – based on the results of the sample run – can be integrated and thus, the new oven recipe will meet the target profile determined.
Comprehensive software capability frees the engineer from the task of manually extracting data from the profile and allows more focus on the oven and its recipe settings. A second sample run using the new recipe is recommended to assure compliance, after which production can begin. Together, profiling and a robust software package enable a streamlined engineering approach for efficiency in obtaining the optimal recipe.
The oven profile
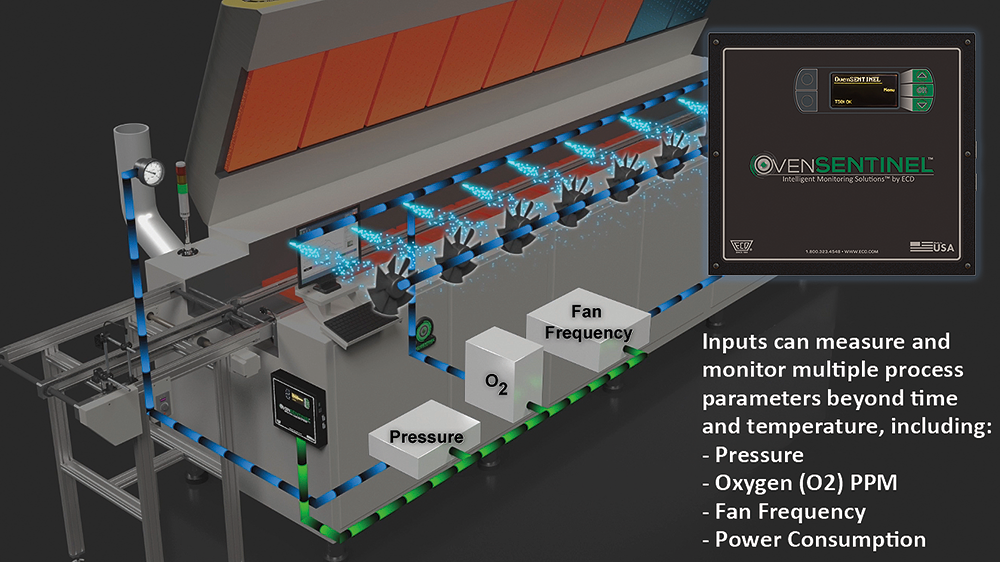
Oven profiling means using a durable fixture to measure the oven’s performance at the same settings (recipe) that produced a good board profile (Figure 2), which is one that met the target profile specifications.
It should be stressed that process repeatability is critical and profiles of ‘real’ boards are essential to confirm they are meeting OEM needs. Once that is completed, however, oven profiling provides a way to prove the process remains in control without having to re-profile the same board repeatedly.
Many customers report that once the target profile has been established, significant amounts of production time is saved by profiling the oven rather than the board. Profiling several times a week or even once per day, where appropriate, can deliver successful, consistent results.
This type of thermal profiling proves especially useful if an EMS provider is switching a line from one product to another. Oven profiling can prove that the boards are meeting the target profile. If the oven recipe changes, then one must verify that the oven is good (oven profile) compared to older oven profiles at the same recipe. If there is no oven recipe as a measure of comparison, a board profile of the new product should be initiated to confirm it meets specifications. Once completed, the process engineer can capture the oven profile at the new recipe and use it indefinitely as a standard of comparison of oven profiles taken for that recipe in the future.
Oven profiling is also highly beneficial when repetitive runs are implemented to complete large orders. Verification of oven performance at the OEM-specified target profile will eliminate the need to profile PCBs for every run. This will save time and cost, while minimising the risk of PCB damage. Even a moderate decrease in the number of profiles performed can save hours of production time, increase throughput, conserve engineering resources and reduce the requirement to sacrifice boards for profiling purposes.
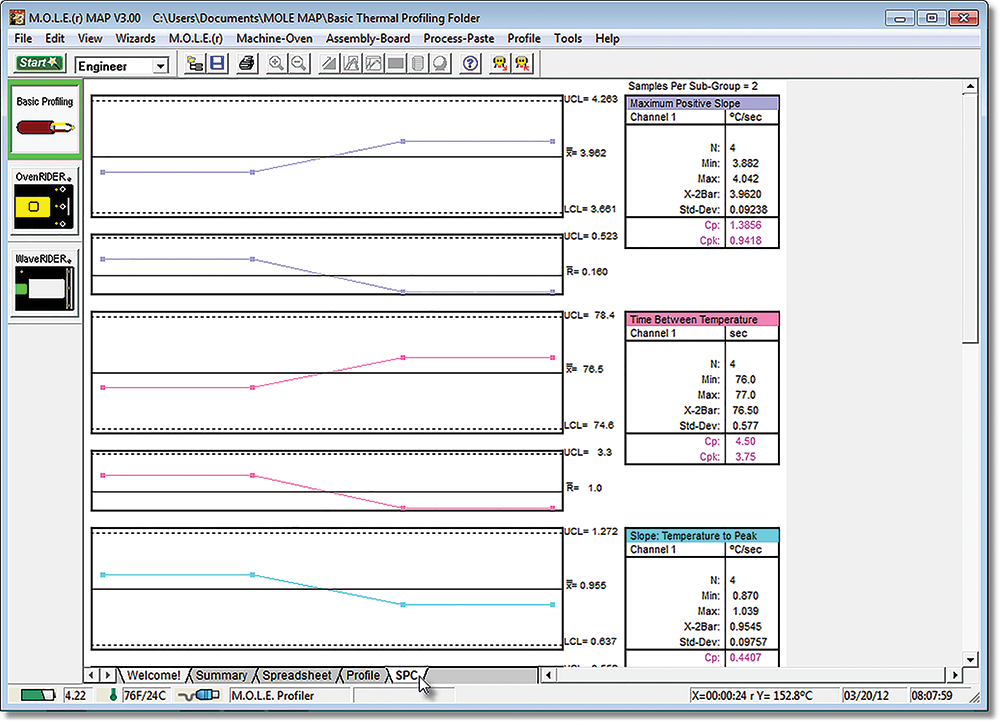 Figure 3. X-bar and R-chart SPC data output indicates whether the process is stable and predictable.
Figure 3. X-bar and R-chart SPC data output indicates whether the process is stable and predictable.
SPC requirements and documentation
Statistical process control (SPC) relies on large amounts of correlated data for success. In thermal management, SPC requires that the same parameters be measured through repeated production runs, evaluating each as to its compliance to a target profile, indicating whether it is within or outside of its specification. This predicts whether future production runs risk being out of specification.
As stated previously, the number of thermocouples required for adequate data collection is dependent on the configuration, size and component makeup of the board. It is important to note in relation to SPC that, for all runs, the thermocouples must be placed in the same locations as on the sample assembly to ensure identical parameters are being measured and similar results are met. Otherwise, outcomes may be skewed.
Continuous monitoring: two birds, one stone
Recent software advances in the age of Industry 4.0 have led to important developments in continuous monitoring technology for the reflow soldering process. With new, sophisticated software, both oven and product (PCB) monitoring can take place continuously, providing constant oversight for better quality, yield, traceability records and automation.
By uniting reflow process and oven measures that enable deep data gathering down to the in-process, zone, board and profile specification level, issues are isolated so that production intervention can occur if needed and known good PCB output is maximised (Figure 4). In essence, this novel system provides profiling of individual PCBs and the oven continuously and in real-time, delivering precise, in-depth data for multiple aspects of the reflow process that may impact results, including O2 ppm, convection fan speed, air pressure, exhaust flow or pressure and energy consumption, for example.
Measurements can be customised depending on traceability requirements to provide a more holistic record for mission-critical applications. In addition, continuous monitoring software offers other features such as on-demand oven profile snapshots for a quick confirmation of specification alignment. This saves valuable production time during product changeover routines.
Profile interpretation
When reviewing a profile report generated from a sample run (Figure 3) the results will show specification limits versus actual measurements for that run.
Generally speaking, the process can operate successfully within the upper specification limit (USL) and lower specification limit (LSL). Process capability (Cp) as reported in the SPC chart is a measure of how well the process variation compares to the range of specification limits.
The value of Cp is the difference between the specification limits divided by six times the standard deviation of the data and is an indication of the consistency of the board profiles. A Cp value greater than 1,0 means board profile variations in readings are more consistent but does not mean that the process is operating within the specification limits. In other words, it can show that the process data is tight compared to the tolerance, but it cannot reveal if the process is within specification. Therefore, another measurement is needed: CpK.
The value of CpK is the difference between the average of the data and the nearest specification limit (LSL or USL) divided by three times the standard deviation of the data and is a comparison of the board profile data consistency relative to your specification. CpK values greater than 1,0 mean the measure of the board profile’s consistency is well within the specification. These types of capability measures apply to both board and oven profiling data.
Compliance and liability
Profiling documentation – for the board, the oven, or both – not only provides benefits as boards become more complex but, increasingly, this process proof is becoming mandatory as both regulatory bodies and OEMs impose guidelines for traceability and verification of process control. EMS providers and OEMs are now often required to guarantee and then confirm via written reports that processes have complied with all government regulations as well as any high-reliability standards required for the application.
EMS providers and OEMs also face additional challenges when building critical products such as medical equipment. If there is a patient incident, medical device manufacturers are often required to prove that the devices they built were not defective and did not contribute to death or injury. Likewise, automobile manufacturers and tier suppliers can utilise profile documentation to prove that parts were manufactured within specification and are not likely to have caused failures, started fires, or were not otherwise responsible for litigation-provoking incidents.
Software, robust thermal profiling technologies and newer continuous reflow monitoring systems allow hundreds of customisable data extractions and reports suitable for documenting the machine, assembly and process to show proof of in-limit specifications and process control.
Training, accuracy and diagnoses
Thermal profiling with good documentation also contributes to better training of engineers, which allows them to set up a profile even in cases where they have no prior experience with the specific attributes of a board.
Operator accuracy can also be increased with an easy-to-use thermal profiler. Clear indicators as to profile readiness – things such as thermocouples being in place on the board and/or all parameters for the oven recipe being met – enable the operator to begin a product run without the need for engineering approval. This increases accuracy while reducing downtime.
Finally, thermal profiling is an excellent diagnostic tool. When a board is deemed to have defects – whether once in the field or during final post-assembly inspection – a review of its original profile can help pinpoint or rule out process issues, saving engineering staff valuable time by eliminating the need for manual diagnosis. Not only will that enable a correction for future products of the same type, but it will do so with written documentation of the problem and resolution.
Conclusion
Process control through thermal profiling is a requirement for high-yield PCB assembly. Whether through repeated PCB assembly profiling, oven profiling or continuous oven monitoring systems, all require that an initial thermal profile be performed on an actual sample of the assembly in question. The results are proof of process control over time via SPC. Across electronics applications, thermal profiling saves time and ensures thermal process control for more reliable products.
| Tel: | +27 11 726 6758 |
| Email: | [email protected] |
| www: | www.eispty.co.za |
| Articles: | More information and articles about Electronic Industry Supplies |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version