


With today’s delicate and complex electronics, temperature accuracy is a consistent challenge. Component density, lead size and thermally sensitive components all combine to make the demands of process control difficult to meet.
Soldering in electronics assembly processes is primarily used to provide a convenient joint or connection to ensure electrical contact. Solders do not typically provide high mechanical strength, given the soft nature of most common solder materials.
While many of these soldering processes today are automated, there is still a high demand for hand soldering in the electronics industry, especially for odd sized components, low-volume applications and repair and rework of printed circuit boards.
To understand how to make a good solder joint or connection, it is first necessary to understand the conditions necessary to achieve a successful result.
Soldering is a process by which two metals are joined together with a third metal or alloy. The third metal or alloy has a much lower melting point compared to the first two metals. In adhesive joining, adhesives bond by mechanical attraction, having to do with the mechanical surface properties of the material being joined, relative to the adhesive.
In soldering there is also a chemical reaction in addition to the physical reaction. Therefore, to achieve a good solder joint it is necessary to consider the following:
• Intermetallic layer
• Solder joint structure
• Joint temperature (MIL standard)
• Formation of reliable solder joints
• Tip temperature vs. joint temperature
• Maintenance of the soldering profile (as in a reflow oven)
• Heating technology (high-frequency Curie heating vs. conventional ceramic heater technology)
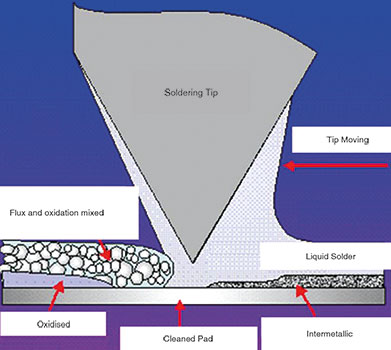
One of the most important considerations in hand soldering is the formation of the intermetallic layer, in other words the chemical joining of the solder, copper and other materials found in the contact area. Without an intermetallic layer there is no valid solder joint, but once created it grows at any temperature and accelerates exponentially as the temperature increases.
In this soldering process, temperature control is paramount since excessive heat (overshoot of temperature) will potentially cause differences in the CTE (coefficient of thermal expansion) and result in brittle or stressed joints which are then subject to failure.
In general, soldering should be done as quickly as possible, (a 2 – 5 second window), the lowest possible soldering temperatures should be selected and repeated soldering of the joint should be avoided. Solder joint temperature is, therefore, one of the key elements in ensuring a successful connection.
MIL-STD (military standard)
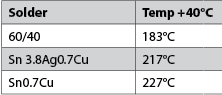
According to commonly adopted MIL-STD standards (see Table 1), joint temperature is the solder melting temperature plus 40°C, and the solder tip touches joint for typically 2-5 seconds. For this reason a soldering iron providing better thermal transfer is capable of using a lower tip temperature to deliver enough thermal energy to form a reliable solder joint.
Soldering irons with less efficient thermal transfer properties will require higher temperatures to achieve the same result – but at the risk of forming a thicker metallic layer which will be prone to failure under stress and also potentially causing damage to sensitive components and the pad. This requirement for efficient thermal transfer was exemplified in 2003 with the introduction of RoHS and the need to meet the higher demands of lead-free solders.

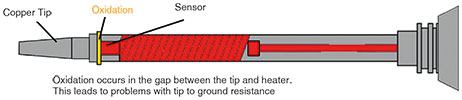
Most hand soldering iron companies responded by trying to improve heat transfer or by increasing solder melt temperatures. However, in doing so, other problems were created, for example solder splatter, decreased tip life, tip-to-ground resistance issues, tip-to-ground voltage leakage problems, and overshoot of temperature.
In part this is due to the design of conventional technology soldering irons which rely on a thermocouple, with a dial or LCD display to control temperature and which require regular calibration to ensure a minimum of accuracy. However, all the problems associated with conventional soldering irons can be avoided by adopting Thermaltronics Curie Heat technology.
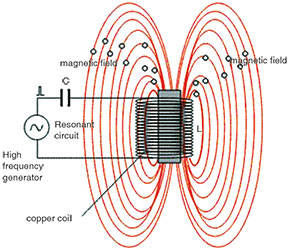
Those familiar with the phrase ‘Curie point’ will know that every magnetic alloy, when heated, will, at a certain temperature, lose its magnetism. Therefore, by a simple method of using different magnetic alloys, combined with an induction heating process, Thermaltronics has created a range of soldering systems which can meet the soldering demands of but with none of the pitfalls of conventional soldering irons.
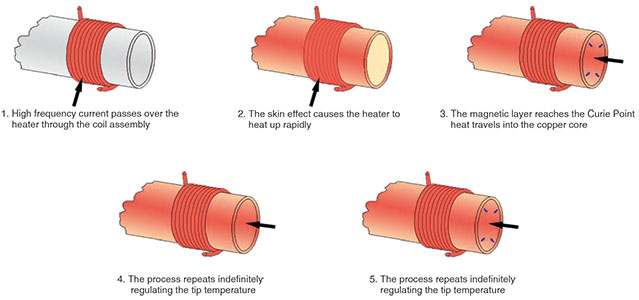
The heart of the Thermaltronics high-frequency soldering system is the combined tip/cartridge which incorporates the magnetic alloy heater, the centre of which is made of copper. Different magnetic alloys are used to achieve differing temperatures but at idle (while in the soldering stand) the temperature of an individual tip/cartridge will be maintained within the range of ±1,1°C. (Temperatures of individual tips will vary due to the amount of copper mass but each tip will still maintain its own unique temperature profile within a defined range.)
When power is generated from a Thermaltronics power supply, current flows through the handpiece (on the surface of the magnetic alloy) and will, in turn, induce heat. However, once the Curie point is reached and the magnetism is lost, the current can no longer flow and as a consequence the alloy will cool. In so doing the magnetism returns and the heating process starts all over again.
Needless to say all this is happening in microseconds and, as shown in Figure 5, it is repeatable and by far the most efficient way to control temperature. Basically it boils down to pure physics, i.e., it is not reliant on dials, thermocouples or other control mechanisms.
| Tel: | +27 11 609 1244 |
| Email: | [email protected] |
| www: | www.zetech.co.za |
| Articles: | More information and articles about ZETECH ONE |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version