


Conformal coatings, of all types, serve a very useful purpose of circuit protection in harsh environments. They can modify the surface insulation resistance and provide a barrier to chemical or moisture attack, assist with mechanical shock resistance and help to keep dendritic growth down to acceptable levels. They will never stop dendrites, nor tin whiskers, from growing in the first place, but they will limit their activity and reduce the incidence of cross-talk or short circuits.
There are many applications where conformal coatings have become the norm because of this protective property, but it has to be said that conformal coating introduces further steps into the process chain and every step in that chain carries a risk of error – even though that error might be infinitesimally small. The basic SMT process of print solder paste/place components / reflow solder is a three-stage process and there are therefore three areas of error risk.
So, what is an error? The old perceived wisdom suggested that it is anything to do with a defect in the production process. Things like DPMO (defects per million opportunities) definitely apply but we should also consider things like efficiency levels. After all, we are supposed to be ‘lean, mean and hungry’ and we use concepts such as lean manufacturing regularly. This is where selective conformal coating starts to make an impact. It is an efficient process.
There is no hard-and-fast rule that states that any particular material is the only coating material for a particular task. All coatings perform to the protective requirements mentioned above. So, for example, a silicone material is a rubbery compound that has a fair degree of flexibility whilst adhering fast to the surface. It is therefore used extensively in industries where flexibility is required, such as flex circuits or flex-rigids.
The downside is that silicone is very difficult to clean and equipment needs regular cleaning and maintenance. There may not be any errors in the product but the efficiency of using silicone may affect the overall factory efficiency. Other materials may need specific processes and so the choice of material boils down to protective requirements plus ease of use.
Broadly, there are six material types that are commonly used: acrylics, polyurethanes, epoxies, silicones, parylenes and ARUR - which is a mix of acrylic and polyurethane. It is not the purpose of this article to discuss these materials in detail. They all have characteristics with respect to ease of use, rework, protection, industry usage and so on. Nor will this article be a guide to which is the best material for any application. The main purpose here is to discuss selective conformal coating which is suitable for all of these materials, with the exception of parylene which requires a vacuum deposition process, not a spray process.
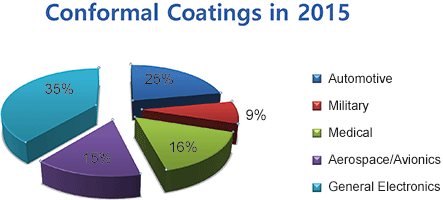
If the product and the end-use demand it, any industry can adopt conformal coating but certain industries have historically used coating techniques for a long time. These are typically aerospace/avionics, automotive, military and medical. The medical industry is the least prone to change because of the regulatory procedures that must be undertaken, but the other industries, and any others, tend to choose a material for a particular purpose and then only change if necessary.
From a production point of view, we must consider the technologies available to provide the production efficiencies we require. There are factors such as: volumes or throughput, cleaning and maintenance, masks, flexibility of use, tooling, and repeatability that must be considered. We also need to consider costs, quality issues and special requirements such as the vacuum system demanded by parylene.

Focused heat cure
There are essentially four types of curing techniques, depending on the chosen material: heat cure, UV cure, moisture as a catalyst cure and vacuum deposition. Most materials use either heat or UV and there are a number of solutions available to provide the required throughput. Materials that require moisture as a cure catalyst will require extra cost to provide the moisture control.
Vacuum deposition systems (parylene) will be very expensive and are only available as a batch process which means that throughput depends on the coating amount and the batch sizes. Parylene is widely used by the military and aerospace industries because it coats very thin layers all over the product – even underneath components – and batch sizes tend to be small.
UV curing can either be a dwell process or a constant-movement in-line process. A dwell process means that the product dwells on a conveyor under a UV source for whatever time period the material needs. Throughput depends on the cure rate per product.
An in-line UV cure system has a controllable conveyor with a UV radiation system along its length so that boards are passed into it from a coating system on a regular basis. The length of this oven dictates the throughput. UV curing does not suit magazine batch curing since the UV must ‘see’ all of the conformal coat material on the board in order to cure it. Consequently UV systems need to process one board at a time.
Heat curing, as its name suggests, requires the application of heat to polymerise the material to cure the coating. In-line reflow ovens, situated after the coating system, can be set up for a cure profile and are often used for this application.
There is a unique alternative to conventional in-line heating and this is a magazine based system with a cyclic-run-conveyor. This technique is a TTnS patented invention for curing and can offer advantages over conventional in-line heat curing because the floor area is usually much smaller and, more importantly, the need to load a magazine with product before the magazine transfers into the batch oven means that the product undergoes ‘relaxation’ time before heating. During this relaxation time, solvents (either aqueous or alcohol based) will start to evaporate naturally before higher-temperature curing takes place.
This relaxation time is extremely important from a quality perspective because this time period yields a reduced propensity for voids and/or bubbles to occur in the material. A typical in-line reflow system probably will generally not have sufficient relaxation time for most of the solvent to evaporate, therefore the probability of voids or bubbles in the coating using an in-line reflow system will be much higher than using a magazine based system. Voids and bubbles are a significant quality issue because they could lead to poor adhesion, they could yield a site for dendritic growth to begin, and they also reduce the dielectric properties of the board.
Visit www.dataweek.co.za/+k5084 for the full version of this article, which covers manual, semi-automatic, fully automatic and selective conformal coating application, as well as the issue of tin whiskers.


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version