


Ref: z2801163m
The issue is as old (or new) as the whole of electronic industrial manufacturing: rework on board assembly should never let the carefully controlled and automated serial production process down.
The acceptance criteria, and in turn the requirements on quality and reliability, are determined by the IPC-A-610C standard. An automated line is relatively easy to control, but manual rework is critical, especially the soldering and de-soldering steps. Experience has shown that the manual soldering process itself can consistently be managed by automated procedures, but which concept should be followed in the use of solder paste?
This shop floor situation is self-explanatory: rework and repair measures have to perform according to the same quality standard used in the automated line, without any exceptions. In mastering the manual soldering steps, the question comes up: is dispensing of solder paste necessary? Why not use the remnants of the existing solder alloy, freshened up with flux cream, and use it for re-soldering the replaced parts? Because the use of a dispensing system is an additional step in rework, which creates additional costs, and thus should be avoided - as every manufacturing 'cookbook' explains. This thought holds true where the demand on quality and reliability is focused on typical consumer electronics with shorter usable life cycles.

Flux can be brought onto the used solder alloy before resoldering, but regarding higher requirements, those solder joints may be a source for hidden defects or limited reliability. Before a new part can be soldered in demanding applications, the board pad has to be cleaned from the old solder, then fresh paste is needed. This paste has to be accurately dispensed if the procedure is to result in a reliable high-quality joint. Besides this application, there are other cases where too little used solder is left after desoldering. For example QFPs (quad flat pack ICs), where precise paste dispensing is a prerequisite in the rework area. The Martin dispensing concept follows the principle of zero-risk rework, as far as economically applicable. Here, through careful cleaning of used solder alloy and dispensing of fresh paste, the original condition of the board assembly will be provided as produced by standard in-line manufacturing.
For communication, office or industrial electronics, every defect will lead inevitably to serious problems. In professional environments especially, time-consuming malfunctions and their corrections have to be avoided, to provide for an efficient flow of work, for example, to minimise losses on yield and profitability on the shop floor. The supplier of professional or semi-professional equipment can be assured that a user, having had a bad experience with such equipment, will view this particular source look very critically for a long time. Last but not least, there are plenty of demanding applications where defects must be strictly avoided since a breakdown of this equipment may have fatal results.
Quality - it all boils down to solder joints
Reliability of electronics today is primarily a question of how reliable the solder joints are. Providing that in an automated manufacturing line the correct amount of solder paste has been printed on the board pads, placement performed with high accuracy and the optimum soldering profile has been used, then solder joints of high quality can be expected. The biggest source of potential soldering problems lies especially in the repair or rework stage, because only fresh solder paste exactly dispensed by the appropriate amount, assures that a good solder joint can be formed in a controlled semi-automated soldering process. When used solder is to be employed (with fresh flux), a good activation and wetting of pads and component lead will be at least attained, but this does not necessarily mean a solder joint is of high reliability.

One issue, which is often almost overseen at first glance, becomes clear: which solder paste and which rework equipment should (or must) be used? Under this very important aspect of high reliability and good product quality, the question needs a sound answer. In a worst-case situation, an operator may apply the soldering iron too long and with too high a temperature. The intermetallic effects between copper traces and solder alloy will become large, thereby reducing the lifecycle of solder joints. Another effect can be delamination of copper foil from a PCB by overheating - but we will not consider this, as this is only possible by an untrained operator handling the soldering iron without the necessary skills. The systems of rework specialist Martin keep operators from performing such errors. We should remember that the global Institute for Interconnecting and Packaging Electronic Circuits (IPC) is especially concerned with manufacturing technologies and their basics.
As one result, it created the IPC-A-610 standard, which in the meantime has been revised (version C), and brings clarity into electronics acceptance criteria. This is necessary because the global electronics industry has been leaning on well-proven and accepted standards in order to establish defined, high rates of quality, reliability and yield in its production. From this criteria it also becomes clear that manual rework must never degrade valued issues that are the virtues of a well-running manufacturing line, and that this IPC standard eventually defines the requirements on rework procedures and the equipment used.
Demands upon board-assembly
In the following, we provide a summary of the IPC-A-610 to illustrate the acceptance criteria for board assemblies. The ANSI (American National Standard Institute) has this system certified as US norm, and the FED (Fachverband Elektronik-Design) distributes it in Germany. Besides, these criteria are globally used as reference. The definition of acceptance by the IPC-A-610 presupposes that the design and manufacturing of boards also complies with the standards IPC-D-275, IPC-SM-782, IPC-A-600, IPC-CM-770 and J-STD-100. Only the application of these detailed requirements and procedures can lead to products which fulfill the acceptance criteria. Especially in the J-STD-001 standard, minimum demands for soldering/desoldering steps are documented; also, of utmost importance is the IPC-772A, relevant for rework practice. The IPC acceptance criteria differentiates between three classes of products:
* Class 1 (general electronic products) - This is a category primarily for electronic consumer products or hardware (including a number of PC add-ins) from which the demand on the product life cycle is not significantly relevant - although the products must function correctly. For rework this means for instance, that the solder used does not have to be removed for resoldering of components if flux cream is first applied.
* Class 2 (general industrial electronics) - Besides typical industrial electronics, these are primarily communication and office appliances, as well as all other equipment whose high efficiency and long life cycle are main design goals. With electronic equipment it is typically meant that, should it fail, no financial or critical havoc is created directly, but it still should function without disturbances during its long life span.
* Class 3 (high performance electronics) - This is equipment involving commercial, military and industrial applications which must function perfectly regardless of use situation. Defects cannot be tolerated. Critical computer systems or a number of safety-relevant automobile modules such as ABS or airbags belong in this group, or other units for which there is no tolerance for breakdown.
In each of these product classes, different acceptance standards are defined in four divergent levels:
* Target condition - This means an optimal, perfect state which is perhaps not even necessary for the equipment to function reliably.
* Acceptable condition - Although a board assembly is not totally perfect, it functions reliably where it is supposed to. It is conceivable that its manufacturing standards are higher than the minimal demands made upon the product, giving it room for play in the process.
* Non-conforming defect condition - Under this condition, the function of a product is not reliable in its application environment. Therefore, it has to be reworked or scrapped.
* Non-conforming process indicator condition - Here the qualities of a product are not acceptable to the demands made upon it. The reasons behind this stem from the manufacturing process. The indicator shows that it is urgently necessary for the assembler to get the process under control in order to get a firm grip on the cause of the error, and eliminate it. Manufacturers can use these indicators for process optimisation as they expose existing insufficiencies or flaws in the process. In general, it is necessary to get the process under control as fast as possible to assure high product quality.
From acceptance criteria to optimum rework procedures
How do these product classes and their acceptance criteria correlate with rework and repair?
Very simply: should technical flaws or gaps in the production process crop up, they will eventually become clear through the utilisation of these criteria, because bad practice can diminish a product's functional capabilities, reliability and quality. With failing reliability and quality, a product slips into the category 'non-conforming', necessitating further efforts in reworking or - simply - trashing it.
From this it becomes clear that a rework procedure may under no circumstances weaken the quality assured by a well-defined manufacturing process. Additionally, it is necessary to achieve an optimum cost-efficiency ratio. This is true about the appropriate quality within a product class, as well as with the selection of the rework equipment needed for it.
The Martin system concept for assembly rework meets all these requirements flexibly, reliably, and cost-efficiently. For rework on electronics according to class 3 (and to some extent on class 2), it is absolutely necessary to keep the required high quality on this level. This means for the soldering process, the used solder has to be removed, the pads cleaned, then fresh paste applied correctly. Only in this case can the original manufacturing conditions be maintained. So, we still have to resolve the question, which rework equipment fits best?
We also have to clarify at the same time, what kind of products a company has to assemble for what field of application? Only when answers to these have been found, then the other answer can be provided: which rework gear will be the optimum solution to meet the requirements of these products?
Developed from the well-proven Dot-Liner (optimal for small series and prototyping), Martin has now introduced the compact and affordable Rework-Dispenser-05. According to the 'safety first' rule, it is the ideal solution for critical repair procedures using advanced packages such as BGA, CSP, QFP, CBGA, PSGA and others. For an efficient rework process, capable, easy and safe operating gear is necessary, positioned in a reasonable price range. Moreover, standard maintenance must be provided in a fast and uncomplicated way. Especially for rework with demanding components, there are automated tools required that can provide precise and always repeatable results. The task can only be mastered if the equipment functions in a programmable and controlled way, preventing operator errors as far as possible. Like all the other Martin equipment, the Rework-Dispenser-05 operates according to high standards, moreover, is setting milestones for solder paste dispensing in the rework area.
Self-learning dispensing with compensation mechanism
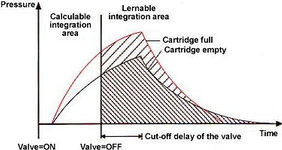
The proven and patented Martin Advanced-Time-Pressure method, a result of almost 20 years of experience with rework dispensing technology, monitors all relevant dispensing parameters and compensates all unwanted effects. This assures that the right amount of paste will be applied to every pad. The intelligence of this concept and control secures the application of the correct paste volume within a very narrow tolerance of 3%, regardless of paste level and temperature in the syringe. Over the very wide range from 0,001 up to 10,0 cm³ (dynamic ratio of 1:10 000), paste volumes can be dispensed with highest accuracy. The dispense control applies a defined air pressure into the syringe from which, by a self-learn method, the actual dispensing time needed will be calculated from the media parameters (including temperature, pressure/paste level). Paste syringes with 5, 10 and 30 cm³ can be used and exchanged trouble-free without any cleaning. Fitted with a metal nozzle, the syringe may rest in the dispense head for days.
Following some test shots which are applied automatically when the unit is started again, the system is then ready immediately for dispensing. The system consists of the Advanced-Time-Pressure dispense unit itself, camera/vision system for adjustment, a solid and sturdy frame with XY-table, and the Windows-based software Easy-Dispens with a comprehensive program library and an integrated editor tool. Programming of dispensing dots on pads is very comfortable and fast - by selecting a library model, and deleting the unnecessary dots simply with a few mouse clicks. Additionally, the system comes with the light version of the Martin CAMDesigner, using the Gerber board data for the generation of dispense applications. Once a dispense program has been generated, the corresponding component only needs to be called from the graphic-oriented user interface of the Easy-Dispens software. Then with the aid of the vision system (a double cross hair enables exact adjustment), the dispense head will be located on the first and the last pad position upon which fresh solder paste should be dispensed. After this, reflowing of the paste by means of infrared underside and precisely positioned convection heating topside takes place on a separate Expert rework unit. The system is fast and easy-to-operate.
Martin's design principle for this workstation is clear: make it as simple as possible. The rework staff then is able to learn the procedure quickly. The simple operation and handling enables that in the board rework area also, the process steps are performed with the controlled precision of in-line manufacturing, to allow highest process safety. A very instructive example for the high precision of such a dispensing system is the fact that on a fine-pitch pad (0,5 mm) at least three paste dots can be placed with extraordinarily high accuracy.

The special nozzles that are engineered by the Martin company cover all standard dispense tasks in the fine-pitch and ultra-fine-pitch range. They are designed so that the correct distance between the dispensing nozzle and the board is assured in an effortless manner. Nozzles for every device pitch, also the solder paste and solder balls for BGA packages, are available in all versions necessary.
For more information contact Zalman Orlianski, Zetech, +27 (0)11 789 3230, [email protected]
| Tel: | +27 11 609 1244 |
| Email: | [email protected] |
| www: | www.zetech.co.za |
| Articles: | More information and articles about ZETECH ONE |


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version