



Santa Claus has long gone and resolutions for 2008 lie ahead, challenging us to bring them to a good end. The question arises though about the history of Santa Claus and his continuous appearance in modern electronic assemblies and with electronic equipment manufacturers.
The New Year had barely kicked off with a special discounted training course early in January when I once again bumped into the electronic Santa Claus. Reputable companies still have staff members clinging onto the infamous – but non-existent – dry joint. I discussed it comprehensively in previous Dataweek articles and I am not going back to the origins and causes of this fictitious description of a faulty solder joint.
The ‘dry joint’ has no meaning and is not defined in IPC standards. Once again for those who missed the previous articles I shall ask them to look up the IPC-T-50G book called 'Terms and definitions for Interconnecting and Packaging Electronic Circuits' which is a must-have ‘dictionary’ for everyone involved with electronic assembly. It is very comprehensive and well laid out, and regular updates (version G now) guarantee up-to-date status.
There are a few minor words and definitions lacking, but surely such a well known and openly abused definition like ‘dry joint’ would have been included. Yet, it is nowhere to be found. So before we embark on the full circle of management system quality it is important that we familiarise ourselves with correct definitions that are accepted throughout the world and by the 2500 plus member companies of IPC. Everyone strives to produce a good quality product be it Class 1, 2 or Class 3 in IPC. The use and understanding of the correct language is therefore important and comes first the way I see it.
For those trainees unfamiliar with terms and definitions, I give them an interactive activity or task in the class. It is based on the outcomes-based education and training promoted by the department of labour and education department. Some of this outcomes-based education has found its way right into the secondary and tertiary high schools. It is very intensive and demands total dedication of the trainer, something I think one can maintain only with a group of 10 to 12 trainees at the most. In this way trainees participate actively rather than passively listening and watching the trainer perform in front of the class.
The full circle of quality training for electronics was introduced by myself some time ago and has since been part of one of my training courses. This principle can also be applied to the electronics manufacturing arena. I did show the full quality and training circle in the 3 October 2007 issue of Dataweek. There are some parallels that can be drawn between this circle and ISO 9000–ISO 14000.
Also here we must make certain that the correct language and definitions are used.
Quality assurance focuses on the provision of an increased confidence that indeed quality requirements have been met throughout the production cycle; this includes the training cycle as well. Proper records need to be kept on who was trained when and what for.
Quality management on the other hand coordinates all the activities required to direct and control the entire organisation to achieve total quality and total customer satisfaction. In Figure 1, the full circle of quality management and training is illustrated. Value adding activities as well as information flow have been integrated to keep the model simple.
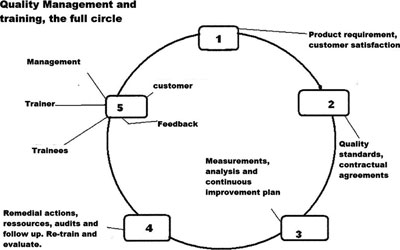
In the end all that counts is customer satisfaction. Efficiency, effectiveness and excellence in a company will contribute to achieving the ultimate customer satisfaction.
To clarify the above concepts, simply put, efficiency means ‘doing things right’, while effectiveness means ‘doing the right things’. Excellence means ‘doing the right things right’.
It is not uncommon to see many companies going a few times through the full circle before achieving acceptable quality in the production facility.
QMS systems and the full quality circle can only work when everybody also understands the technical language associated with the technology and the implications. A well known company lost about R400 000 for not knowing the difference between wetting, non-wetting and de-wetting. When the manager was told about the de-wetting problem he tried to throw money at the problem, hoping that this would solve it. Despite six sigmas, green or black belts, it would not have helped here. What is needed in situations like this, even by managers in this highly technical field, is to have at least an understanding of the basic problem.
As you readers should all know by now, DE-WETTING is ‘THE END’.
As an afterthought and allowing me to go back once again to the fictitious dry-joint, maybe this was also one of many reasons to stick to this more than 50-year-old tenacious misnomer in electronics? To shy away from all the above terms and definitions by calling everything a dry-joint was an easy way out. Any outsider daring to ask the question ‘what is a dry-joint?’ would get a nasty look to make him or her feel stupid. This approach also avoids expensive and time consuming training in the factory where production is first and foremost.
Alas, it crept up on us and we had to pay the price as Asian and other competitors took the gap. Let us start from the beginning and call a spade a spade and not a shovel.
What makes a solder joint stick? Is it the amount of solder? The time and temperature during the soldering process? The physical and mechanical strength is obtained by means of so-called intermetallics – small hexagonal crystals bonding between the copper (Cu) of the PCB and the tin (Sn) in the solder. Please note that nothing is said about the role of lead (Pb) here. In Figure 2 one can see the role and importance of these tiny crystals.
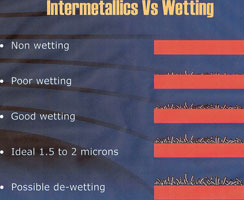
As one can see, the first step shows non-wetting. This means crystals have not formed and the intermetallics are not present or have hardly formed. In the second step a small number of intermetallics are visible; this is an indication of poor wetting. The third step shows good wetting, but ideally the length of the intermetallics should be between 1,5 and 2 microns.
Too much heat or too high a soldering temperature will result in de-wetting and the crystals are too long now. Nothing will make them shorter, this is why de-wetting is final. This is something a good company manager should understand before he spends thousands of Rands on consultants’ fees.
On the other hand, technical staff, operators, supervisors, technicians and engineers should now realise why it is important not to solder and re-solder without any valid and particularly good reason. Often operators like to be seen busy when there is not much work around. They keep themselves busy ‘touching-up’ solder joints they think need a bit of cosmetics. And in fact cosmetics are all it is for that matter.
The more heat or energy is fed to the crystals, the longer they grow. Maximum strength is reached when 1,5 to 2 micrometers has been achieved, beyond this length weakness sets in and the solder joints start to degrade until de-wetting occurs.
Partial de-wetting can be tolerated according to the latest issue of IPC-A-610, which is the D version. Obviously one has to take into account what class one works to.
The higher the reliability and quality, the higher the class must be. Class 1 is for consumer products, class 2 is for industrial and service products such as telephones and exchanges and the highest class at the moment is class 3 for high reliability such as defence, space and health products (pace-makers and the suchlike).
There was a difference between IPC-A-610C and the present D version. This shows that it is important to train staff to the latest version, since having both issue C and D inspectors on your staff could be a recipe for controversy and eventually disaster.
It is difficult to believe that all the mechanical strength can reside in such a small and short crystal. This does not solve the electrical properties though and I hope to be able to tell more about the electrical side of the solder joints in a later article.
Something else to think about is the absence of lead in lead-free solders of today.
What does it do to cellphones and other consumer products now required to have lead-free solder in Europe and the Far East? This is another topic I would like to raise at a later stage.
For more information contact Eddy van den Wijngaerd, +27 (0)21 712 5964, [email protected]


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version