


Disappointed, disillusioned and maybe despondent but nevertheless determined to root out misconceptions, myths and fables in the electronic assembly business, that is the way I felt when I started writing this article.
Walking back from a recent training intervention with a local company it struck me that out of six trainees, two still returned to the Santa Claus concept of 'dry joints'. What makes me sadder is the fact that these ladies and gentlemen had just been trained by me. I decided not to cry that day but take the proverbial bull by the horns.
It is often a good thing in these cases to do a self analysis rather than go for the Eastern approach of considering Hara-kiri. It crossed my mind that perhaps this last solution would be beneficial to the improvement of quality in local companies, but that would have serious repercussions and shift the problem to finding new jobs to fill the many vacancies thus created.
Going back to the 25 July issue of Dataweek ('Myths and beliefs in modern electronic assembly and soldering techniques'), I did explain and motivate with the necessary whistles and bells the end of the dry joint. By that I really did mean the non-existence and utterly wrong word. It would have been much better to have used the word 'faulty joint' because after all, that is all it means.
Before resorting to drastic Hara-kiri measures, let us consider the full quality circle of training in electronic assembly. I arrived at this concept and idea while I was being trained for the OD-ETDP certificate in Wynberg, Cape Town in 2005. For the uninitiated I am obliged to explain exotic acronyms. OD-ETDP stands for occupational (or sometimes outcomes) directed education training and development practitioner. I completed the course in 2006 and am applying the best parts of it in conjunction with TSI and IPC training.
TSI is less known and is basically what remained of the now defunct school of soldering in Scotland. IPC is well known and needs no further explanation, except the fact perhaps that IPC-A-610 (version D nowadays) categorises expected quality and reliability levels into three classes.
Class 1 is known as the consumer class. These are electronic assemblies and products that are mainly used in domestic and home appliances and electronic equipment such as TVs, electronic games, cameras, cellphones, audio equipment and the like. Less time and energy is spent on the quality assurance and quality control in these factories. In fact the customer fulfils the role of quality inspector in the end. Certainly there is some basic checking done at those mass production, high volume manufacturers' sites and the advent of AOI, modern pick-and-place machines and automation have reduced incidents of failures before the 12 month warranty has expired to very low levels. Once again I must explain AOI for completeness sake: it stands for automated optical inspection.
Class 2 reflects on assemblies used in industrial and more reliable electronic products, electronic circuits that are more service oriented like PABX exchanges, TV transmitters and microwave links and similar.
Class 3 encompasses products that need to deliver essential service and operation and often need to work where life threatening circumstances could occur. I mention here pacemakers and other medical equipment and in particular equipment used in operating theatres. In this type of class one expects the best quality and reliability. In the absence of better classes, class 3 is also used for aeronautics and space. Since class 3 never really completely replaced the now defunct MIL-2000 of yesteryear, many companies embark on their own in-house quality standards. The IPC is working on a Class 3S (Space) under the JEDEC-IPC-STD-001 umbrella.
Many large corporations with immense resources do it their own way. Thomson-CSF in the '70s and '80s generated its own high standard. I was lucky to work with them for a short while in Paris and Cholet. That was 30 years ago. The company has changed its name but still produces avionics and radar equipment for military purposes. They never used IPC. The full circle of quality is a good start to embark on an overall policy for companies serious about delivering reliable and long lasting electronic products.
While I was studying at In-Tuition College in Wynberg it did not occur to me to compare the quality circle to the famous ISO-9000 standard. I have noticed that more and more companies in the electronics manufacturing and assembly sector are displaying the ISO-9000/ISO9001 sign with pride. It is certainly something to be positive about; however I would be inclined to claim that ISO-9000 and family, without some international standard focusing on the actual product requirements and processes needed, is meaningless in this industry. I cannot think of a more suitable and internationally recognised standard than IPC.
Let us look at the full quality circle here. See the accompanying figure.
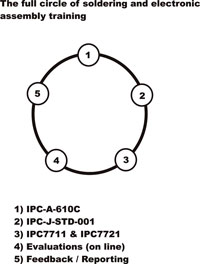
Step 1: IPC-A-610C
There are five basic steps or progressions and one must start with Step 1. What is the first step in a normal quality/ training process? The answer lies in the result or what the outcome should be in order to be competitive and comparable to some acceptable international standard like eg, IPC. What must the ideal result look like? In other words what visual criteria give us an indication of the ultimate quality to be achieved?
Ideally, IPC-A-610 gives us the visual inspection criteria under varying circumstances and aspects of soldering techniques. It is applicable to hand-soldering, reflow soldering, wave soldering and more recently introduced in the IPC-A-610D version: 'intrusive soldering'. So those of you who have been accustomed (trained) to the C version, will need to re-focus and re-train. There are other key differences between version C and D. It is more than probable that an inspector under version C (2000) might pass a faulty condition under version D and vice versa. In other words, what was OK in version C is not necessary valid for issue D (2005).
So, Step 1 then is to establish conformity and agreement between all parties involved on the final visual outlook (criteria) of the electronic assembly. It is for no strange reason that the IPC-A-610D has been named 'acceptability of electronic assemblies'. It also says: 'Revision D February 2005, supersedes Revision C January 2000'.
To give an example of what was acceptable under IPC-A-610C (class 3) and no longer is under IPC-A-610D, I take the case of rectangular or chip devices for SMT. Judging under paragraph 9,4 'chip components', a defect is any nick, crack, chipout or stress fracture. In the earlier version C of IPC-A-610 a nick, crack or chipout exposing the underlying electrodes or resistive elements was a failure in class 3. So clearly, judging by this statement alone, a nick or crack was acceptable provided it was 'not too deep'.
Step 2: IPC-J-STD-001
Step 2 tells us how to make things happen, and refers mostly to process controls and guidelines on how to make these electronic assemblies to IPC standards. Under Step 2 we find 'Requirements for soldered electrical and electronic assemblies' according to the Joint Industry Standard IPC-J-STD-001D (February 2005, supersedes Revision C March 2000).
There seems to be some confusion amongst most SA companies when it comes to these two standards. IPC-A-610D is sometimes thought to be used for 'The Inspectors' and J-STD-001D for the technicians and solderers. This is an oversimplification and not really true.
It is not required for a company to have both. I quote from paragraph 1.1 under 'Scope' in IPC-J-STD-001D. "When J-STD-001 is cited or required by contract, the requirements of IPC-A-610 do not apply unless separately and specifically required. When IPC-A-610 is cited along with J-STD-001, the order of precedence is to be defined in the procurement documents."
Did you get that? When a company uses J-STD-001 it is not necessary to have IPC-A-610. Why? J-STD-001 contains a lot of information as to 'how it should look to be good' in tabular format. Pictures and sketches are parsimoniously distributed between most texts in this standard.
Hence J-STD-001 covers most of the material listed in more pictorial format in IPC-A-610. The course I have developed combines the most important elements of both and does away with unnecessary repetition. It is of intermediate level and is modular hence IM (intermediate modular). I have also applied OD-ETDP principles and hence IM121. The 121 stands for tuition being more on a 1 to 1 basis, rather than being class lecturing according to the 'teacher knows all' approach. Group and individual exercises form part and parcel of this '121' approach.
Step 3: IPC7711 and IPC7721
No matter how well we apply IPC and even ISO 9000/9001 and others, we shall always have some electronic assemblies not conforming to the 'norm'. The easy case is the 'rework' situation requiring 'touching up' of the boards, while in more severe situations a real repair is needed. Rework and repair are not the same and are dealt with in IPC 7711 and IPC 7721 respectively. This comprises Step 3 in the circle.
By this time most companies have given up. To have a full training and quality culture in your company, the next step must be engaged into.
Step 4: Evaluations
Step 4 is needed to evaluate if all the inspection criteria are well understood and properly applied in the factory or the electronic assembly lines. It is important to have standardised documents for assessments in order to make them useful for external audits also. This can be done in conjunction with QC/QA departments and information can be gained and applied from ISO9000 (9001). In fact there are many similarities between ISO and IPC. In a future article I hope to explain this in more detail using a concentric circle concept.
Step 5: Feedback/Reporting
Step 5 is the final step and informs all concerned about the state of affairs in their business with regards to the assembly process. In most cases the full circle will have to be reconsidered if one or more of the five steps are 'out of line'. Personally I have yet to see a company succeeding in all five steps first time around.
Perhaps now is the time for an honest reflection to see if you meet the requirements in your company?
For more information contact Eddy van den Wijngaerd, +27 (0)21 712 5964, [email protected], www.solderingsa.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version