


Every manufacturing manager today is under pressure to continue driving productivity upwards, pursuing increasingly ambitious targets on production volumes, turnaround times and profitability.
Good quality control is essential to meeting these goals; it is key to producing good units, with high first-pass yield and minimum waste, in the shortest possible time.
Inspection has a vital role in achieving the levels of quality control we need today. It is true that inspection alone cannot make a bad line produce good units. Deming was right when he said one cannot inspect quality into the product. However, effective use of inspection data is absolutely critical to ensuring that machines in the production line perform as they should and therefore achieve a consistent and repeatable level of quality.
Realising the full value of inspection data to improve quality control and productivity depends on a number of factors. These include choosing the best location at which to position inspection equipment relative to other processes, analysing the data in real-time, extracting relevant information about equipment and processes, and feeding back so that corrective action can be taken in a timely way.
This article explains how data from automatic optical inspection (AOI) equipment can be collected and analysed more effectively in order to enhance quality control, leading to significant improvements in productivity.
Conventional SMT-line anatomy
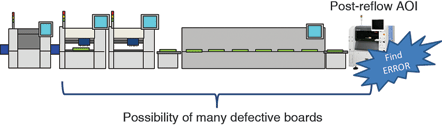
In today’s SMT lines, the typical practice is to position AOI downstream of the reflow process; that is, after components have been fully populated and soldered down onto the board.
Subjecting the boards to AOI at this stage in the assembly process has several disadvantages. If there are defects caused by problems such as a blocked mounter nozzle or feeder error, the components are already soldered down, making repair more complicated, time consuming and therefore expensive.
Moreover, even if the line is stopped as soon as such an error is identified, several boards carrying the same defect will already be passing through reflow. Figure 1 illustrates this situation. In the case of a short production run, the true cause of a defect may not be identified before production ends and the next board type begins production. This can prevent the manufacturer establishing a stable quality level.
If AOI is performed only after reflow, all printer and mounter errors not detected by the machines themselves must be identified at this later stage. Manufacturers often experience poor post-reflow AOI yields, as flux contamination can obscure polarisation marks or component values, preventing optical character recognition (OCR) from reading the indications correctly.
In any case, most lines are unable to capture useful information about the performance of processes such as solder paste printing or component placement. This is because no communication standard supports the detailed feedback required. This presents a barrier to sharing quality information, thereby impeding improvement.
A manufacturer may choose to install a manufacturing execution system (MES) to improve communication between machines in the line and the production manager’s desktop. Most MES software adds value by analysing pre-production data to verify that programs and parts are correct according to the ERP system on which the business is running. It may also collect post-production data, and store this in a database for traceability purposes. On the other hand, such systems are generally not designed to analyse live data, streaming from machines throughout the SMT line, and deliver feedback in real-time.
Closing the loop on inspection data
The ability to collect data from SMT machines, extract detailed information and generate reports or alerts in real-time, as production is happening, would enable manufacturers to achieve further improvements in quality control, leading to greater productivity. With this capability, it becomes possible to identify critical defects such as missing components or incorrect alignment, and take remedial action immediately.
Closed-loop maintenance is another exciting opportunity that becomes possible by collecting rich inspection data immediately after component mounting; analysing the data to identify machine-performance trends can allow scheduling of tasks such as calibration or replacing parts and consumables to take place at a time that will have minimum impact on production. Servicing could be done pre-emptively, at the same time as a routine stop such as a product changeover, for example.
If manufacturers are to acquire these capabilities, and reap the rewards in terms of improved quality control and productivity, two important changes are needed:
The traditional SMT line topology needs to change by adding post-mounting AOI.
Richer communications are needed between machines in the line, with detailed, real-time information provided for operators. This requires purpose-designed software capable of analysing the data and publishing reports both to desktop and mobile platforms.
Post-mounting AOI
In a typical SMT line, AOI is performed on finished units emerging from reflow. This is too late for manufacturers to be able to meet today’s extremely high demands on productivity and cost effectiveness.
Post-reflow AOI cannot identify errors occurring early in the line, such as after mounting, until several units have been assembled and reflowed. The line must then be stopped immediately for the fault to be investigated and rectified; to delay is to allow further production of defective boards. The time and cost involved in repairing a board after reflow is much higher than if the defect is spotted before the components are soldered down.
Altering the SMT line layout to include AOI immediately after mounting allows the capture of data containing information about printer and mounter performance. Comparing this information with data showing which part is on which machine on which feeder position provides closed-loop feedback enabling manufacturers to boost quality control and productivity.
Software innovations for communication and analysis
Figure 2 illustrates post-mounting AOI data being fed back through the line enabling the machine responsible to halt and report the causes of any defects. Based on the information reported, the operator can identify the cause of the defect and determine suitable remedial action. To realise this functionality, Yamaha has developed its patented QA Option concept.


QA Option
QA Option defines a data interface controlled by a server system database. The AOI machine creates a NoGo (NG) information file in the event that a defect is discovered. Each mounter creates a unique subfolder on the QA Option output path as soon as it is powered up.
When the AOI generates an NG information file, the file is copied into all subfolders, allowing each mounter to check the defect details against its own list of mounted parts. If a match is found, the machine stops and indicates an error.
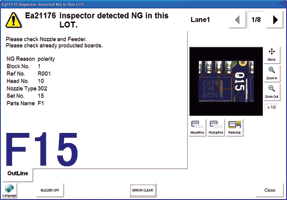
Figure 3 shows how QA Option reports the error using data from the NG information file. In this case the defect is a polarity error traced to a component placed by the dual-lane mounter. The report shows the fault type, component, location on the board, nozzle details and the lane concerned. This information enables the operator to locate the fault and identify the cause, allowing the line to be returned to full operation as quickly as possible.
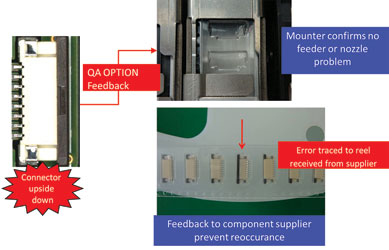
The sequence illustrated in Figure 4 describes how information provided by QA option can guide an investigation into a recurring defect, helping to troubleshoot faults even when the root cause lies outside the mounter.
QA Option also allows information to be fed forward, from the mounter to the AOI station. This capability can be used to maximise productivity of the line. Immediately after a tray or feeder has been changed, the mounter can send a notification causing the AOI to inspect for correct part identification by OCR for the next few boards. Thereafter, the check can be halted to allow the line to operate at the highest possible speed.
Mobile judgement
It would be valuable for defect information from QA Option to be made available to operators on the move, via their mobile phones. The Mobile Judgement app provides exactly this functionality by providing an instantaneous alert and sending the NoGo image and part information to the operator’s mobile.
Moreover, the operator can respond from the mobile, after making a judgement about the nature of the defect and the best course of action. It is possible to send an instruction for the line to resume or to remain halted and await further attention.
SMT line architecture and connectivity
Yamaha is supporting closed-loop feedback for quality control in its high-performance YSP20 printers, YS24 mounters and YSi-12 inspection machines for inline surface-mount assembly. All machines provide connectivity necessary to support the flow of NG information from the AOI station back through the line to the mounters and printer.
Because the communication interface is proprietary, closed-loop feedback is not possible with non-Yamaha machines. However, Yamaha is able to offer manufacturers a broad choice of performance and features to meet various production needs, and is selected as the preferred supplier for printer, mounter and inspection machines by a large customer base throughout Europe, Americas and Asia.
Figure 5 proposes a revised SMT line plan incorporating post-mounting AOI using the YSi-12. Note that post-reflow AOI is retained. This configuration has achieved a defects-per-million level of 6 DPM in live production, under Yamaha factory conditions. In fact, this is the same line and configuration used by Yamaha to build PCB assemblies for its ES Electrical Smart feeders, as used in the YS family of mounters.
Increasing post-reflow inspection yield
By using post-mounting AOI to check for component-related defects, and post-reflow AOI to verify solder joint quality, a higher end-of-line inspection pass rate can be achieved by eliminating component recognition errors due to flux contamination. Such errors are a frequent cause of false incorrect part or misorientation alerts. In addition, comparing stored images from post-mounting and post-reflow AOI can help with other quality-related analysis, such as defect checking or trend reporting.
Yamaha estimates that savings of up to 80% of typical rework costs, in terms of time, labour, component and equipment costs, are achievable by implementing closed-loop feedback with post-mounting AOI.
Closed-loop feedback enabling predictive maintenance
It is important also to highlight that the post-mounting AOI data contains valuable information enabling equipment owners to implement predictive maintenance. This is an area now gaining attention as manufacturers seek to maximise every possible opportunity to improve efficiency and productivity.
Historically, maintenance activities requiring the line to be stopped have not been closely coordinated with other activities such as product changeovers. Understanding the importance of keeping machines correctly maintained and calibrated, manufacturers rightly give high priority to regular servicing and will stop the line when necessary.
Closed-loop feedback allows a more opportunistic approach. For example, inspecting post-mounting AOI reports can highlight the onset of alignment errors before reaching out-of-limits thresholds. Since components tend to self-align during soldering, post-reflow inspection alone may not detect a gradually increasing error until it becomes large enough to cause an identifiable soldering defect.
In contrast, post-mounting AOI can identify a slowly increasing alignment error long before an out-of-limits condition is reached. The line does not have to be stopped immediately, since no defective units are being produced. However, this knowledge does provide the option to carry out any necessary adjustments at the next routine stop, such as when the next new product is being set up.
This helps to reduce stoppages, thereby helping increase line utilisation and productivity. The AOI information can be used to inform decision-making to determine the necessary action.
For more information contact Gary Bulcraig, Yamaha Motor IM Europe, +27 (0)82 339 5375, [email protected], www.yamaha-motor-im.eu


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version