


I still remember an incident that happened a few years ago, when I was called out to a customer to look at a ‘problem’ on their pick-and-place machine, where it was ‘throwing the components around’. I noticed that the components did not stay in the position where they were placed and found that the problem was in fact dried out solder paste. The dried out solder paste was not sticky enough to hold the components in place, and the result was components ‘jumping’ around on the PCB during the placement process.
The real cause of the problem was that the operators were printing more PCBs than the pick-and-place machine could process in a normal shift. The PCBs were then stored in the solder paste fridge overnight, and processed the next morning, resulting in dried out solder paste and ‘components jumping around’. Though this is an extreme case of problems related to the stencil printing process, it is a good example of how problems in printing can cause problems further down the line. Many experts in the field of SMT production have said that up to 70% of all problems in the SMT process are related to the stencil printing process. If there is one area where good process engineering can have a significant impact on the overall quality of the SMT process, then it is the stencil printing process.

The first step towards good printing is a good stencil design. Successful process engineers understand the effect that aperture size and stencil thickness have on the printing process. Too much solder paste causes bridging, and too little solder paste causes insufficient solder – it is that simple, but I am not convinced that enough effort is being put towards good stencil design in South Africa. I have seen many problems caused by a lack in stencil design, and too often the response is ‘the buyer is responsible for ordering stencils’.

Good solder paste management is critical in achieving a good print. Many solder paste suppliers recommend storing solder paste in a fridge at 6–8°C. It is important to have a system in place to ensure that solder paste is removed from the fridge approximately 24 hours prior to use, to ensure that it reaches room temperature before use. Placing a tub of solder paste on the reflow oven to let it ‘heat up’ is not the best option.

One of the major causes of printing related problems is lack of maintenance of both the stencil printer and the stencil. A regular inspection and replacement routine will ensue that you are using a stencil which is in good condition. Ensuring that squeegee blades and PCB clamping mechanism are in good condition will go a long way towards ensuring a good printing process. The cost of replacing damaged stencils, squeegee blades or PCB clamps could typically be less than the costs incurred in rework caused by badly damaged stencils and printer parts.
Believe it or not, the one thing that is frequently overlooked when fault finding the SMT process is cleanliness of the stencil and the stencil printer. Dried out solder paste on the PCB support pillars and PCB clamping mechanism can cause the PCB to be elevated and thus cause an uneven print. Thorough cleaning of the stencil after every shift will ensure clean apertures and good solder paste release. Solder paste left in the stencil apertures will build up over time, and cause problems. Whether you use an automated or a manual stencil cleaning process, it is always worthwhile to do regular checks of the stencil apertures, to ensure that your stencil cleaning process is effective.
Finally, the proof is in the pudding. The simplest way to ensure that your printing process remains under control is to look at the results. There is a variety of automated equipment available in the market to inspect your solder paste print before it goes into the pick and place machine, and where this kind of equipment is not yet available, it is good practice to take a sample of a printed PCB from the production line at regular intervals, inspecting it under a microscope.
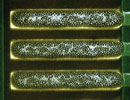
Investing time to ensure that the solder paste printing process is under control, can save a lot in rework costs further down the line. The accompanying figures show some commonly occurring stencil related problems.


© Technews Publishing (Pty) Ltd | All Rights Reserved
 printer friendly version
printer friendly version